 机械制造工艺学王先逵夹具设计习题及答案上课讲义.docx
机械制造工艺学王先逵夹具设计习题及答案上课讲义.docx
- 文档编号:10371198
- 上传时间:2023-02-10
- 格式:DOCX
- 页数:19
- 大小:468.12KB
机械制造工艺学王先逵夹具设计习题及答案上课讲义.docx
《机械制造工艺学王先逵夹具设计习题及答案上课讲义.docx》由会员分享,可在线阅读,更多相关《机械制造工艺学王先逵夹具设计习题及答案上课讲义.docx(19页珍藏版)》请在冰豆网上搜索。
机械制造工艺学王先逵夹具设计习题及答案上课讲义
机械制造工艺学(王先逵)习题及答案
第六章机床夹具设计
1、什么是机床夹具?
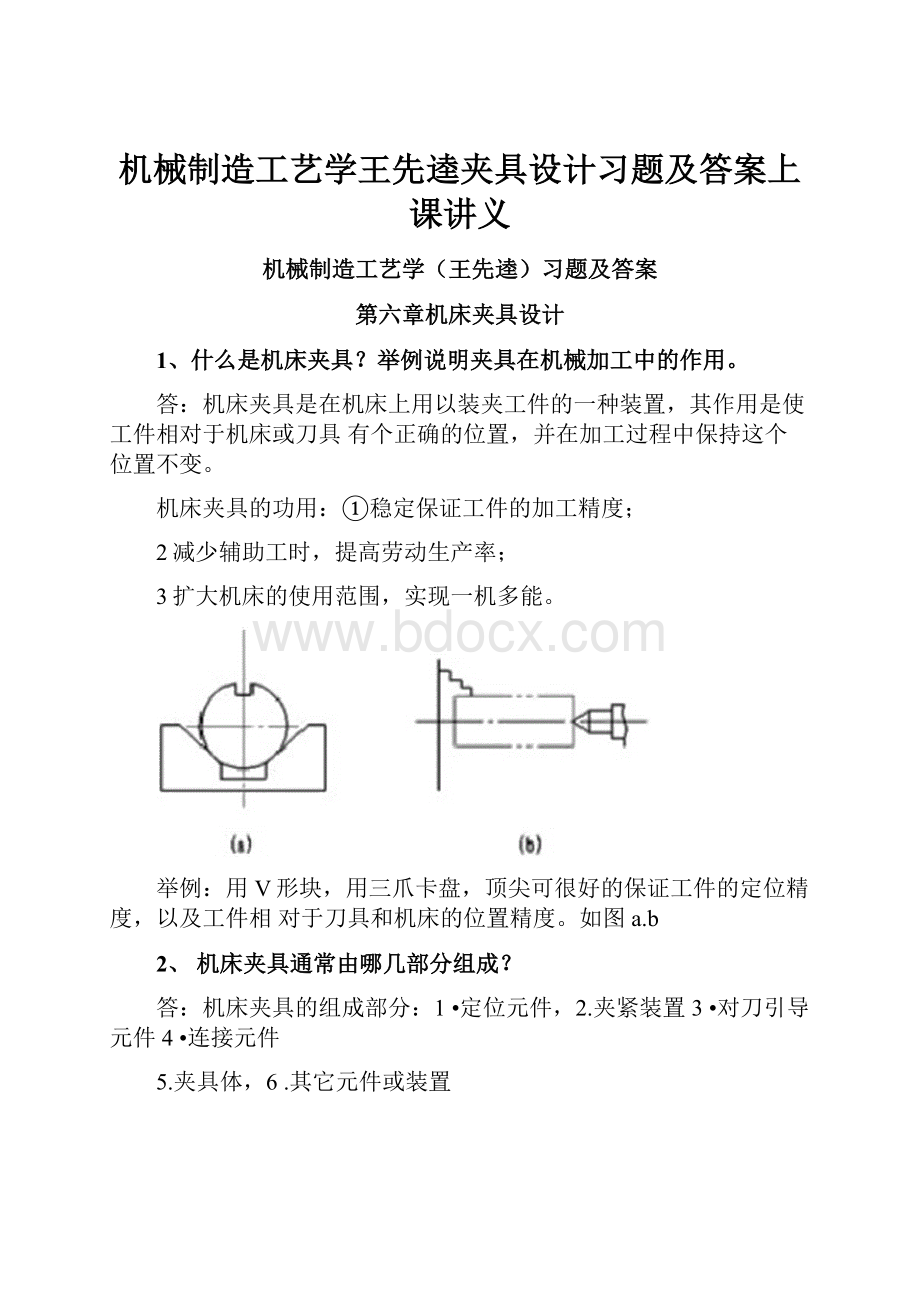
举例说明夹具在机械加工中的作用。
答:
机床夹具是在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。
机床夹具的功用:
①稳定保证工件的加工精度;
2减少辅助工时,提高劳动生产率;
3扩大机床的使用范围,实现一机多能。
举例:
用V形块,用三爪卡盘,顶尖可很好的保证工件的定位精度,以及工件相对于刀具和机床的位置精度。
如图a.b
2、机床夹具通常由哪几部分组成?
答:
机床夹具的组成部分:
1•定位元件,2.夹紧装置3•对刀引导元件4•连接元件
5.夹具体,6.其它元件或装置
3、常见的定位方式、定位元件有哪些?
答:
⑴工件以平面定位:
圆柱支承、可调支承、自位支承、辅助支承
⑵工件以外圆定位:
V形块、定位套、半园套、圆锥套
⑶工件以圆孔定位:
定位销、圆锥销、定位心轴
⑷工件以组合表面定位:
一面两销
4、辅助支承与自位支承有何不同?
答:
辅助支承用来提高支承件零件刚度,不是用作定位支承点,不起消除自由度作用;自位支承是支承本身在定位过程中所处的位置,是随工件定位基准位置的变化而自动与之适应,但一个自位支承只起一个定位支承点的作用。
5、什么是定位误差?
试述产生定位误差的原因。
答:
定位误差:
是由于工件定位造成的加工面相对工序基准的位置误差,由于对同一批工件说,刀具调整后位置是不动的,即被加工表面的位置相对于定位基准是不变的,因此定位误差就是工序基准在加工尺寸方向上的最大变动量。
造成定位误差的原因:
⑴定位基准和工序基准不一致所引起的基准不重合误差△jb
⑵由于定位副制造误差及配合间隙所引起的定位误差,即基准位移误差△jw
7、工件在夹具中夹紧时对夹紧力有何要求?
答:
⑴方向:
1夹紧力的作用方向不破坏工件定位的准确性和可靠性
2夹紧力方向应使工件变形尽可能小
3夹紧力方向应使所需夹紧力尽可能小;
⑵夹紧力作用点:
1夹紧力作用点应靠近支承元件的几何中心或几个支承元件所形成的支撑面内
2夹紧力作用点应落在工件刚度较好的部位上
3夹紧力作用点应尽可能靠近被加工表面;
⑶夹紧力的大小:
夹紧力的大小主要确定方法有经验类比和分析计算法。
采用分析计算,一般根据
切削原理求切削力F,算出惯心力,离心力,列出平衡方程式,算出理论夹紧力Q,为安全起见,考虑安全系数K,因此实际夹紧力Q=KQ,K取值范围1.5〜3,粗加工2.5〜3,精加工1.5〜2,由于加工中切削力随刀具的磨钝、工件材料性质和余量的不均匀等因素变化,因而实际生产中常采用类比的方法估算夹紧力。
8、试分析3种基本夹紧机构的优缺点及其应用。
答:
基本夹紧机构有:
⑴斜楔夹紧机构:
结构简单,工作可靠,机械效率低,很少直接用于手动夹紧,常用在工件尺寸公差较小的机动夹紧机构中;
⑵螺旋夹紧机构:
螺旋升角小于斜楔的楔角,扩力作用远大于斜楔夹紧机构,结构也很简单,易于制造,夹紧行程大,扩力较大,自锁性能好,应用适合手动夹紧机构。
但夹紧动作缓慢,效率低,不宜使用在自动化夹紧装置上;
⑶偏心夹紧机构:
操作方便,夹紧迅速,结构紧凑;缺点是夹紧行程小,夹紧力小,
自锁性能差,因此常用于切削力不大,夹紧行程较小,振动较小的场合。
9、钻模板的形式有几种?
哪种的工作精度最高?
答:
钻模板的形式:
1固定式
2铰链式
3可卸式;
其中固定式的工作精度最高。
10、试分析分度装置的功用、类型及其应用范围?
答:
分度装置功用:
当工件一次装夹后,需要按一定角度或一定距离加工一组平面。
类型:
回转分度装置和直线移动分度装置应用范围:
回转分度装置:
主要加工有一定回转角度要求的孔系,槽或多面体。
直线移动分度装置:
主要加工有一定距离要求的平等孔系和槽。
11、影响分度精度的因素有哪些?
如何提高分度精度?
答:
影响分度精度的因素有:
分度对定机构的选择,防尘措施。
12、用双镗套引导镗杆的镗模工作时,镗杆与机床主轴应如何联接?
机床主轴的工作精度是否影响加工精度?
答:
用双镗套引导镗杆的镗模工作时,镗杆与机床主轴用浮动接头联接,由于镗杆与接头体之间留有间隙以便浮动,接头体的锥柄安装在机床主轴的锥孔中,能自动补偿镗杆与机床主轴之间的偏差,因此,机床主轴的工作精度不影响加工精度。
13、镗床夹具可分为几类?
各有何特点?
其应用场合是什么?
答:
镗床夹具的引向支架可分为:
1•单面前导向:
单个导向支架布置在刀具前方,适于加工孔径D>60mm,加工长度
L 2.单面后导向: 单个导向支架布置在刀具后方,适于加工盲孔或D<60mm的通孔, 装卸更换刀方便。 3.单面双导向: 刀具后方两个导向镗套,镗杆与机床主轴浮动联接。 4.双面单导向: 导向支架分别在工件的两侧,适用于加工孔径较大,工件孔的长径 比大于1。 5的通孔。 14、镗套有几种? 怎么使用? 答: 镗套有: 1.固定式镗套: 开有油槽,设有压配式油杯,外形小,结构简单,适于低速镗孔。 2.回转式镗套: 在镗孔过程中,随镗杆一起转动,只有相对移动无相对转动,从而减少了镗套的磨损,适用于高速镗削,当加工孔径大于镗套孔径,需要在回转镗套上开引刀槽,同时必须在镗杆和旋转导套间设置定向键。 15、决定铣床夹具U型耳座尺寸的原始依据是什么? 答: 决定铣床夹具U型耳座的尺寸的原始依据是先铣床工件台的形状结构以及T型槽的距离。 16、铣床夹具与铣床工作台的联接方式有哪几种? 答: 铣床夹具与铣床工作台的联接方式: 1.定位健与铣床工作台的T型槽配合 2.在夹具体的侧面加工一窄长平面作为夹具安装时的找正基面。 17、在铣床夹具中,对刀块和塞尺起什么作用? 这种情况下,对刀尺寸如何计算? 答: 铣床夹具中,对刀块和塞尺是对刀装置,更迅速准确地确定铣刀和夹具中的相对位置。 其尺寸塞尺厚度或直径一般为3—5mm,公差为h6,设计时夹具图上应标明塞尺的厚度及对刀块工作表面与定位元件之间的尺寸和公差。 18、车床夹具分为几类? 各有何特点? 答: 车床夹具分类: 1.心轴类车床夹具: 适用于工孔定位,加工套类,盘类等回转体零件。 2.角铁类车床夹具: 结构不对称,用于加工壳体,支座,杠杆接头等零件的回转面和端面。 3.卡盘类车床夹具: 加工的零件大多以外圆及端面定位的对称零件,多采用定心夹紧机构,结构基本对称,回转时的平衡影响较小。 4.花盘类车床夹具: 夹具体一般为圆盘形零件,装夹工件一般形状较复杂。 19、车床夹具和车床主轴的联接方式有哪几种? 各有何特点? 答: 车床夹具与主轴的联接方式: 1.夹具通过锥柄安装车床主轴锥孔中,优点: 定心精度较高,适于径向尺寸D<140mm或D<(2~3)d小型夹具 2.夹具通过过度盘与机床主轴联接,适用于径向尺寸较大的夹具,使用过渡盘,增强夹具的通用性。 3.没有过渡盘多采用过渡盘与夹具体合成一个零件设计。 20、车床夹具设计时,应从哪些方面考虑夹具使用的安全问题? 答: 设计夹具时,应以下几方面考虑安全问题: 车床夹具的夹具体,应设计成圆形机构,夹具上各元件不应突出夹具体的轮廓外, 当夹具上有不规则的突出部分,或有切削液飞溅及切屑缠绕,应设计防护罩。 9、如图所示零件以平面3和两个短V形块1、2进行定位,试分析该定位 方案是否合理? 各定位元件应分别限制哪些自由度? 如何改进? 答: 第一定位基准平面玉 第二宦位基谁¥形块h 第三走位基准V刑块 该方案出现过定位’改进方寨如图所示土 6-1、分析6-83图所示的定位方案,①指出各定位元件分别限制了哪些自由度,②判 断有无欠定位与过定位,③对不合理的定位方案提出改进意见。 仅供学习与参考 解 □该方猱岀现过定也改进措施;(打去掉三爪■卡盘⑴將前顶尖换为一支承。 仪 D.该濮出现过定位,右边*形块改洁可浮动使工件与站形块得两边都倉鐸触#d JI, 该方案出现过定恃,轉右边V形按改対.Y可穆动心 2-2分析图2-95所列加工中零件必须限制的自由度,选择定位甚准和定位元件,并在图中示意画出;确定夹紧力作用点的位置和作用方向,并用规定的符号在图中标出 图a)过球心打一孔; 图b)加工齿轮坏两端面,要求保证尺寸A及两端面与内孔的垂直度; 图c)在小轴上铣槽,保旺尺寸H和L 图d)过轴心打通孔,保旺尺寸L 图e)在支座零件上加工两通孔,保证尺寸A和H 6-3在图2-96a所示套简零件上铣键槽,要求保证尺寸©5©i4mm,及对称度。 现有种定位方案,分别如图b、c、d所示。 计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm) 圏6-£5题3-3 解: (1)V形块定位情况,(只计算槽深方向误差) 以外圆定位(圆心为定位基准),有基准不重合误差和基准位置误差 0.021 T(5401431 d.w -y-(——1) 2sin 2 (2)心轴定位情况 以圆心为定位基准,无基准不重合误差,但有基准位置误差 d.wDmaxdmin 320.03(320.03)0.020.08 d.wDmaxdmin T(60°°1) 32.0331.970.050.020.13 2 (3)平面定位情况 无基准不重合误差,但有基准位置误差 4、如右图所示齿轮坯、内孔和外圆均已加工合格(d=©80;.1mm,D=35。 0025mm),现在插床上用调整法加工键槽,要求保证尺寸h=38.500.2,定位方法如图,试求尺寸h的定位误差;并分析能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)。 (忽略内外圆同轴度误差)。 解: 以外圆定位有基准不重合误差和基准位置误差 -T(H)0.2-0.067 33 不能否满足加工要求 6-5图2-98所示零件,锥孔和各平面均已加工好,现在铣床上铣键宽为b-厶b的键槽,要求保证槽的对称线与锥孔轴线相交,且与A面平行,还要求保证尺寸"△h。 图示定位方案是否合理? 如不合理,应如何改进? 图-硏题6-5 6-6图6-88所示工件,用一面两孔定位加工A面,要求保证尺寸18±0.05mm若两销 0.01 直径为160.02mm,两销中心距为80±0.02mm试分析该设计能否满足要求? (要求工件安装无干涉现象,且定位误差不大于加工尺寸公差的二分之一),若满足不了,提出过改进办法。 图B-閔题唱T 6-7指出图2-100所示各定位、夹紧方案及结构设计中不正确的地方,并提出改进意见。 6-8用鸡心夹头夹持工件切削外圆,已知工件直径d=60mm(装夹部分与车削部分直径 相同),工件材料为45钢,切削用量为: ap=2mm,f=0.5mm/r,摩擦系数u=0.2,安全系数k=1.8,a=90°,试计算鸡心夹卡上,夹紧螺栓所需作用的力矩为多少? 解: 查表: 高速钢车刀车削45钢,CFp=180,xfp=1.0,Yff=0.75,nff=0 切削力: FpCFpaPFpfYFp(HB)Fp18020.5°.75(HB)0 214N 1)'tg2 6-10图2-103所示钻模用于加工图a所示工件的两孔,试指出该钻模设计不当之处 k向局器凯圏 rv-.iv b) 图6-92题6-10 例题: 行案(b)> 解;育案 3.工序基谁在加工尺寸行向时最大变动重 19.有一批直径为也50: 』伽的轴类工件.铢工件昨的定检方案如圈5-46a △dw/£二+△讽—0-^0—0 △由f/£=Ajb+Ajv=0+^^2/— c) 1.加工方向I竖直 2.工序基i毘尺寸A次下境线,尺寸B 为中心线 3.工序基准在加工尺寸育向的最大变动屋, Td1 Adw=Ajb+Ajvr—(1I 2sin^ Adv/B=Ajb+Ajw=0+^2/sin^- 12•斜楔夹紧装置如图所示。 已知: 水平推力 Q=8206N,斜角a=6°,d=10mm.A、B 处的摩擦系数u=0.12,切削力F切=720N,安全系数K=1.5,小轴d处的摩擦损耗按力的传递效率n=95%计算,试计算夹紧是否可靠。 ! 2! 解: (1)计算摩擦角: tan1tan2,i2arctanarctan0.126.84° (2) 计算在Q力作用下斜楔产生的垂直分力: (3)计算A的夹紧力 45822N 由静力平衡条件有: Fj2lWlW2Fj2241170.95 4)计算W在A、B点产生的摩擦力 FAFBW458220.125498.6N FAFB5498.6210997N 5)计算所需的最小夹紧力 KF切1.57201080N<10997N 夹紧可靠


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 工艺学 王先逵 夹具 设计 习题 答案 上课 讲义
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
人教版新目标九年级英语Unit7单元教案.docx
-
三位数加减法练习题.docx
-
考研英语核心近意词辨析word下载版.docx
-
普通高等学校招生全国统一考试理综试题浙江卷含答案.docx
-
课题2常用量具.docx
-
会计实践报告3000字范文.docx
-
聆听音乐中文讲义.docx
-
互联网金融行业电子合同电子签名解决方案大学论文.docx
-
门诊药房培训内容.docx
-
会计电算化理论.docx
-
深圳海岸城商业项目研究分析.docx
-
造价指标上海建设工程造价信息.docx
-
三级中医院评审细则任务分配.docx
-
乒乓球课外活动记录.docx
-
山东省届高三高考模拟卷三语文含答案.docx
-
施工工艺方案.docx
-
社会保障卡知识竞赛题库 选择题 403.docx
-
镇江认定企业技术中心.docx
-
外文文献及其翻译.docx
