 工艺过程卡滑轨.docx
工艺过程卡滑轨.docx
- 文档编号:10310305
- 上传时间:2023-02-10
- 格式:DOCX
- 页数:16
- 大小:78.10KB
工艺过程卡滑轨.docx
《工艺过程卡滑轨.docx》由会员分享,可在线阅读,更多相关《工艺过程卡滑轨.docx(16页珍藏版)》请在冰豆网上搜索。
工艺过程卡滑轨
燕山大学
课程设计说明书
轴机械加工工艺编制
--滑轨
学院(系):
机械工程学院
年级专业:
09级
学号:
学生姓名:
指导教师:
教师职称:
教授
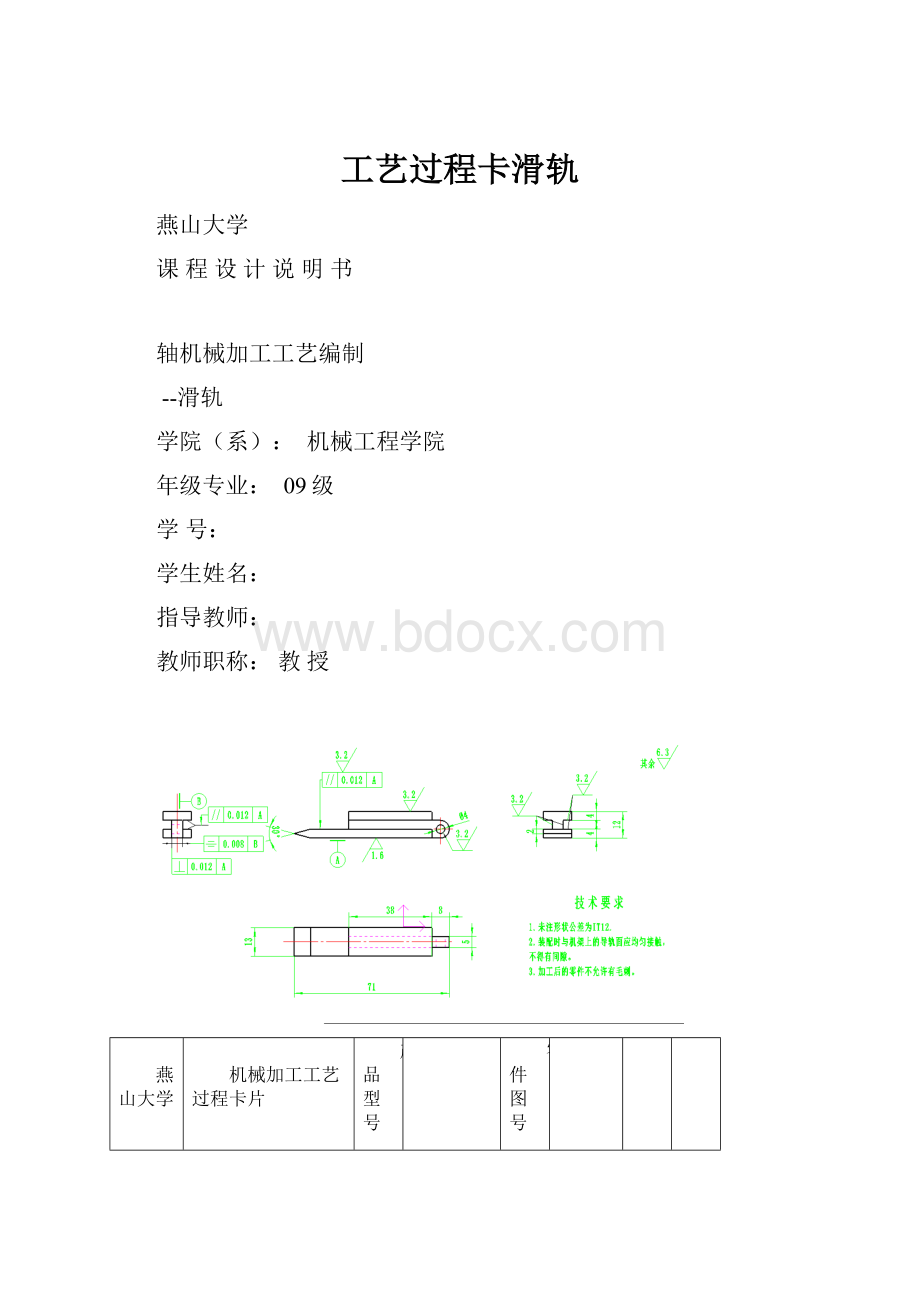
燕山大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
轴
共2页
第1页
材料牌号
黄铜
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时(秒)
夹具
刀具
量具
准终
单件
1
铸造
铸造,阶梯型
2
清砂
清砂
3
热处理
人工时效处理
4
涂漆
涂红色防锈底漆
5
粗铣
装夹上端,以上表面为基准,粗铣下表面,和夹角30度下斜面,加工余量2mm
立式铣床X51
专用夹具
整体硬质合金直柄立铣刀d=4.0mm
游标卡尺
6
粗铣
装夹下端,以下表面为基准,粗铣上表面,阶梯表面,和夹角30度上斜面,加工余量2mm;
粗铣右端滑槽,和圆弧铰接处,照顾各部余量;
粗铣右端滑槽,和圆弧铰接处,照顾各部余量;
一次装夹保证滑槽对称度
立式铣床X51
专用夹具
整体硬质合金直柄立铣刀d=4.0mm
游标卡尺
7
粗铣
装夹左端,以下表面为基准,粗铣右端,加工余量2mm
立式铣床X51
专用夹具
整体硬质合金直柄立铣刀d=4.0mm
游标卡尺
8
粗铣
装夹右端,以下表面为基准,粗铣左端,加工余量2mm
立式铣床X51
专用夹具
整体硬质合金直柄立铣刀d=4.0mm
游标卡尺
9
半精铣
装夹上端,以上表面为基准,半精铣下表面,和夹角30度下斜面,加工余量2mm
立式铣床X51
专用夹具
整体硬质合金直柄立铣刀d=4.0mm
游标卡尺
10
半精铣
装夹下端,以下表面为基准,半精铣上表面,阶梯表面,和夹角30度上斜面,保证图样尺寸;
半精铣右端滑槽,和圆弧铰接处,加工余量1mm;
半精铣右端滑槽,和圆弧铰接处,保证图样尺寸5mm;
一次装夹保证滑槽对称度
立式铣床X51
专用夹具
整体硬质合金直柄立铣刀d=4.0mm
游标卡尺
11
划线
划Ф4mm孔的定位线
12
钻
工件平放在躺床工作台上,压滑槽两端,钻Ф4mm铰接孔
T618
专用夹具
直柄麻花钻Ф4mm
游标卡尺
24
检验
检查各部尺寸及精度
25
入库
涂油入库
设计
日期
审核
日期
会签
日期
一、传动轴的工艺分析及生产类型的确定
1.传动轴的用途分析
传动轴在各种机械或传动系统中广泛使用,用来传递动力。
在传力过程中主要承受交变扭转负荷或有冲击,因此该零件应具有足够的强度、刚度和韧性,以适应其工作条件。
2.传动轴的技术要求
加工表面
尺寸偏差(mm)
精度等级
表面粗糙度(um)
形位公差(mm)
左端Φ18轴头
IT8
1.6
圆柱度0.005
同轴度φ0.012
φ22轴颈
IT8
1.6
同轴度φ0.012
右端φ18轴头
IT8
1.6
圆柱度0.005
同轴度φ0.012
左端键槽
IT9
侧面3.2
底面6.3
侧面相对中心平面对称度0.01
右端键槽
IT9
侧面3.2
底面6.3
侧面相对中心平面对称度0.01
M3螺纹孔
其他表面粗糙度Ra=12.5
该传动轴零件形状为较简单的阶梯轴,结构简单。
为实现轴的准确传递动力和轴与轴之间的精密配合,要求很高的精度等级和表面粗糙度。
为了在传力过程中承受交变扭转负荷和冲击,传动轴需要有良好的力学综合性能,一般要对其进行调质处理,材料可为35号钢,就可以达到它的使用要求。
由于传动轴配合的表面较多,为了保证各表面间的精密配合,需严格保证中心轴线的形位误差,所以要对重要表面或端面提出形位误差的要求,在加工时严格保证。
综上所述,该传动轴的各项技术要求制订的较合理,符合该零件在实际中的功用。
3.审查传动轴的工艺性
分析零件图可知,传动轴两端面和各阶梯轴端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了接触刚度;为了加工阶梯轴,需在加工前切出退刀槽,以方便在加工外圆表面时退刀,避免刮伤加工好的端面;在加工各重要外圆表面时,可以两端定位,通过粗车、半精车、粗磨、精磨来达到技术要求,加工起来比较方便;键槽加工也可以在车床上用铣刀铣出来,螺纹也可以方便的车出来。
总体上,主要工作表面虽然加工精度和表面粗糙度要求相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可见,该零件的工艺性较好。
4.确定传动轴的生产类型
该传动轴的重量约为1.9千克,查表可得,传动轴属轻型零件,生产类型为单件小批量生产。
表1不同机械产品的零件质量型别表
机械产品类别
加工零件的质量/kg
轻型零件
中型零件
重型零件
电子工业机械
<4
4~30
>30
机床
<15
15~50
>50
重型机械
<100
100~2000
>2000
表3各种生产类型的规范
生产类型
零件的年生产纲领/(台/年或件/年)
轻型机械
中型机械
重型机械
单件生产
≤100
≤20
≤5
小批生产
100~500
20~200
5~100
中批生产
500~5000
200~500
100~300
大批生产
5000~50000
500~5000
300~1000
大量生产
>500000
>5000
>1000
二、确定毛坯、绘制毛坯简图
1.选择毛坯
由于该滑轨在工作过程中滑槽与强度和冲击韧度,获得纤维组织,毛坯选用锻件。
由于生产类型为单件小批量生产,且轮廓尺寸较大,宜采用自由锻的方法来制造毛坯。
2.确定毛坯的尺寸公差和机械加工余量
1)公差等级
由传动轴的功用和技术要求,确定该零件的公差等级为普通级。
2)锻件重量
已知机械加工后传动轴的重量为1.9千克,由此可初步估计机械加工前锻件毛坯的重量为3千克。
3)锻件材质系数
由于该传动轴材料为45号钢,是碳的质量分数小于0.65%的碳素钢,帮该传动轴的材质系数属M1级。
4)锻件分模线形状
穿过中心轴线的平面即为分模面,属平直分模线。
根据上述分析,可查表确定该锻件的尺寸公差和机械加工余量,所得结果如下表所示:
项目/mm
机械加工余量余量/mm
锻件尺寸
两端面544
12
556
外圆面φ18f9
7±2(取7)
φ25
外圆面φ22h6
7±2(取7)
φ29
外圆面φ25h6
7±2(取7)
φ32
三、确定传动轴工艺路线
1.定位基准的选择
定位基准有粗基准和精基准之分,通常先确定精基准,然后再确定粗基准
.精基准的选择
根据传动轴零件图的设计图纸和精基准的选择原则要求定位基准与设计基准相重合,这里选择矫直辊的两端面中心孔作为定位基准,可以很方便的加工各轴肩端面和各外圆表面,而且能保证加工Φ18外圆相对于中心轴线的圆柱度误差和同轴度误差。
只有在加工键槽时需改变定位基准,根据设计要求选择Φ18左端面作为定位基准加工键槽。
总之,该传动轴零件结构简单,定位、装夹方便,有利于保证各项技术要求。
2)粗基准的选择
一般先选择外圆表面作为粗基准,先加工出一个端面和端面的中心孔,然后再以加工出的端面定位加工另一个端面和其中心孔,而不是用外圆表面定位把两个端面同时加工出来,这样加工可以保证两端面中心线的同轴度,并为后续的精加工做好准备。
2.工序的集中与分散
该轴的生产类型为小批生产,零件的结构复杂程度一般,但有较高的技术质量要求,可选用工序集中原则安排轴的加工工序。
采用通用机床和部分高生产率专用设备,配用专用夹具,与部分划线法达到精度以减少工序数量,缩短工艺路线,减少工件的搬动次数,提高生产效率;采用工序集中原则,使生产计划、生产组织工作得以简化,工作装夹次数减少,辅助时间缩短,而且易于保证各加工表面之间的相互位置精度要求。
3.加工顺序的安排
.该轴要求热处理
为改善工件材料的切削性能,在粗加工后应进行调质热处理。
.辅助工序
在热处理之后,安排主轴校直;在半精加工之后,安排去毛刺,中检;在精加工后,安排去毛刺,清洗和终检工序
.机械加工工序
1.按“先基准面后其他”的原则,首先加工传动轴两端面和钻中心孔,再车外圆表面。
2.遵循“先面后孔”的原则,先加工端面,再加工键槽,车螺纹。
3.按“先主后次”的顺序,先加工主要表面:
车外圆各个表面,后加工次要表面:
铣键槽。
4.按“先粗后精”的顺序,先加工精度要求较高的各主要表面,后安排精加工。
综上所述,该传动轴工序的安排顺序为:
基准加工—各端面和主要表面粗加工—热处理—主要表面半精加工—辅助工序—主要表面磨加工和次要表面加工—主要表面精磨加工
4.零件的工艺路线的确定
工序1:
锻造
工序2:
正火处理。
工序3:
a.
(1)车端面见平
(2)钻中心孔,用尾座顶尖顶住中心孔
(3)粗车Ø18至Ø19.3\S-0.040^-0.089;
(4)粗车Ø22至Ø23.5\S-0.062^-0.1;
b.
(1)调头,夹持工件另一端,车端面,保证总长为544
(2)粗车Ø18至Ø19.3\S+0.075^+0.063;
(3)粗车Ø22至Ø23.5\S-0.062^-0.12;
c.
(1)一端夹持,一端顶紧,保证总长
(2)粗车Ø25至Ø25
(3)半精车端面,保证总长
工序5:
(1)调质处理
工序6:
修两端中心孔
工序7:
半精车Ø18至Ø18.5\S-0.028^-0.067;
半精车Ø22至Ø22.5\S-0.032^-0.087;
工序8:
调头,夹持工件另一端,车端面,保证总长
半精车Ø18至Ø18.5\S+0.048^+0.035;
半精车Ø22至Ø22.5\S-0.036^-0.091;
工序9:
倒角;划键槽加工线
工序10:
粗铣键槽;半精铣键槽
工序11:
钻2-M3的孔;钻Ø4配作孔
工序12:
修研两端中心孔
工序13:
钳工去毛刺
工序14:
a.
粗磨Ø18至Ø18.1\S-0.020^-0.063;
粗磨Ø22至Ø22.1\S-0.025^-0.078;(两处)
精磨Ø18至Ø18\S-0.016^-0.059;
精磨Ø22至Ø22\S-0.020^-0.072;(两处)
b.
调头夹持,倒角
粗磨Ø18至Ø18.1\S+0.040^+0.029;
精磨Ø18至Ø18\S+0.034^+0.023;
工序15:
粗铣键槽
精铣键槽
工序16:
检验
工序17:
入库
以上工艺过程详见“机械加工工艺过程卡片”。
四、工序设计
1、机床的选择
.粗、精车采用卧式车床C6140,主要参数:
最大加工直径:
400mm
加工最大长度:
1300mm
主轴转速范围:
12-1200r/min
刀架最大纵向行程:
650mm
进给量:
0.08-1.59mm/r
主电动机功率:
7kW
.磨外圆时采用M1412型磨床,主要参数:
磨削直径范围:
100-320mm
最大磨削长度:
1500mm
最大工件重量:
150kg
中心高:
180mm
顶尖中心距:
1500mm
.铣键槽时使用立式铣床X5012,主要参数:
主轴孔径:
14mm
主轴端面至工作台的距离:
0-250mm
主轴转速:
130-2720r/min
工作台进给量、移动速度:
手动
2、工艺装备的选择
.夹具的选择
在单件小批生产中,应尽量选用通用夹具和组合夹具,车床使用三爪自定心卡盘,铣床使用平口钳作为夹具。
.刀具的选择
立式铣床使用直柄立铣刀,直径为3.5mm,长度54mm
.量具的选择
量具的选择主要根据生产类型和加工精度,在单件、小批生产中,应尽量采用通用量具、量仪。
故该零件加工时使用千分尺、内孔千分尺作为量具。
3、机械加工余量及工艺尺寸
.车基准面
加工路线:
粗车—半精车—磨削
加工余量:
粗车外圆7mm
半精车外圆2mm
磨削外圆1mm
工序尺寸:
粗车后达Ra12.5
半精车后达Ra6.3
磨削后达Ra1.6
粗车
半精车
磨削
经济精度IT
12-13
10-11
7-9
表面粗糙度Ra/μm
12.5
6.3
1.6
加工余量/mm
7
2
1
.铣键槽
内孔表面粗糙度为Ra3.2,平面要求粗糙度为6.3,要达到此精度要求,查《机械制造技术基础》"表面加工方法的选择"知精度等级需达到7~9级才行,需因此需要粗铣—半精铣
粗铣
半精铣
经济精度IT
10-11
5-7
表面粗糙度Ra/μm
6.3
3.2
加工余量/mm
2.0
1.5
4、工时定额的计算
基本时间t基t基=
式中i=
n=
—加工长度(mm)
—刀具的切入长度(mm)
—刀具的切出长度(mm)
—进给次数
Z—加工余量(mm)
—背吃刀量(mm)
—进给量(mm/
)
—机床主轴转速(
/
)
—切削速度(
/
)
D—加工直径(mm)
辅助时间t辅助=(5%~15%)×t基
操作时间t操作=t基+t辅助
布置时间t布置=(2%~7%)×t操作
休息时间t休=2%×t操作
准备终结时间t准终=(5%~15%)×t操作
单件时间t单件=t基+t辅助+t布置+t休
例如:
粗车Φ25外圆的工时定额计算
n=400r/min,D=18mm,f=1mm/r,i=1,l1=0,l=62mm,l2=2mm
故:
t基=0.143min,t辅=0.013min,t操=0.1358min,t单件=0.176min,t准终=0.018min.
同理:
计算出其他主要工布的工时定额。
.Φ22外圆
粗车:
t单件=0.152mint准终=0.015min
半精车:
t单件=0.012mint准终=0.007min
.左端Φ25外圆
粗车:
t单件=0.265mint准终=0.128min
半精车:
t单件=0.166mint准终=0.055min
心得体会
研究报告的总结简要总结你的主要工作、主要结果、心得感受主要发现以及下一步应当开展的主要工作等。
参考文献
1.白象忠主编《材料力学》科学出版社2007
2.韩晓娟主编《机械设计基础》机械工业出版社2008
3.傅水根主编《机械制造工艺基础》清华大学出版社2004
4.王先逵主编《机械制造工艺学》机械工艺出版社2010
5韩晓娟主编《机械设计课程设计指导手册》中国标准出版社2008
6.梁玲赵春玉编著《Pro/ENGINEERWildlife4.0实用教程》清华大学出版社2008
7.吴立波,张治民.旋压设备工艺研究[J].锻压装备与制造技术,2006,(02)
8.赵琳瑜;韩冬;张立武;李增辉;王北平;杨延涛;龚军善。
旋压成形技术和设备的典型应用与发展[J].锻压技术,2007,(06)
9.赵云豪.旋压技术现状.[J].锻压技术,2005,(05)
10.张顺福,孙存福.国产旋压设备的发展和应用[J].金属成形工艺,2003,(01)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺 过程 滑轨
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
禁欲时代的情色红色电影中的女特务形象.docx
-
广东省引进第四批领军人才专项资金.docx
-
集体小游戏.docx
-
人教版三年级数学上册第八单元分数的初步认识.docx
-
精选母亲节的演讲稿集合六篇.docx
-
家庭自制放心牛肉干.docx
-
如何做小生意.docx
-
酒店员工年终工作总结.docx
-
临床基因扩增检验实验室技术验收报告.docx
-
山东省消耗量定额结算遇到的问题.docx
-
陕西省西安市长安区学年高二物理上学期期末考试试题理word版含答案.docx
-
清明节民风作文.docx
-
审核版河南省焦作市届高三下学期第二次模拟考试语文试题含答案解析doc.docx
-
省直机关事业单位汽车驾驶员.docx
-
为梦想而奋斗演讲稿与主任辞职报告4篇汇编.docx
-
交警支队施工组织设计2.docx
-
我国房地产调控政策脉络梳理及其发展分析43页.docx
-
工作流管理系统功能与实现.docx
-
三亚公交车路线大全.docx
