 项目八焊接钢管.docx
项目八焊接钢管.docx
- 文档编号:10213991
- 上传时间:2023-02-09
- 格式:DOCX
- 页数:18
- 大小:174.95KB
项目八焊接钢管.docx
《项目八焊接钢管.docx》由会员分享,可在线阅读,更多相关《项目八焊接钢管.docx(18页珍藏版)》请在冰豆网上搜索。
项目八焊接钢管
任务一V形坡口对接平焊钢板
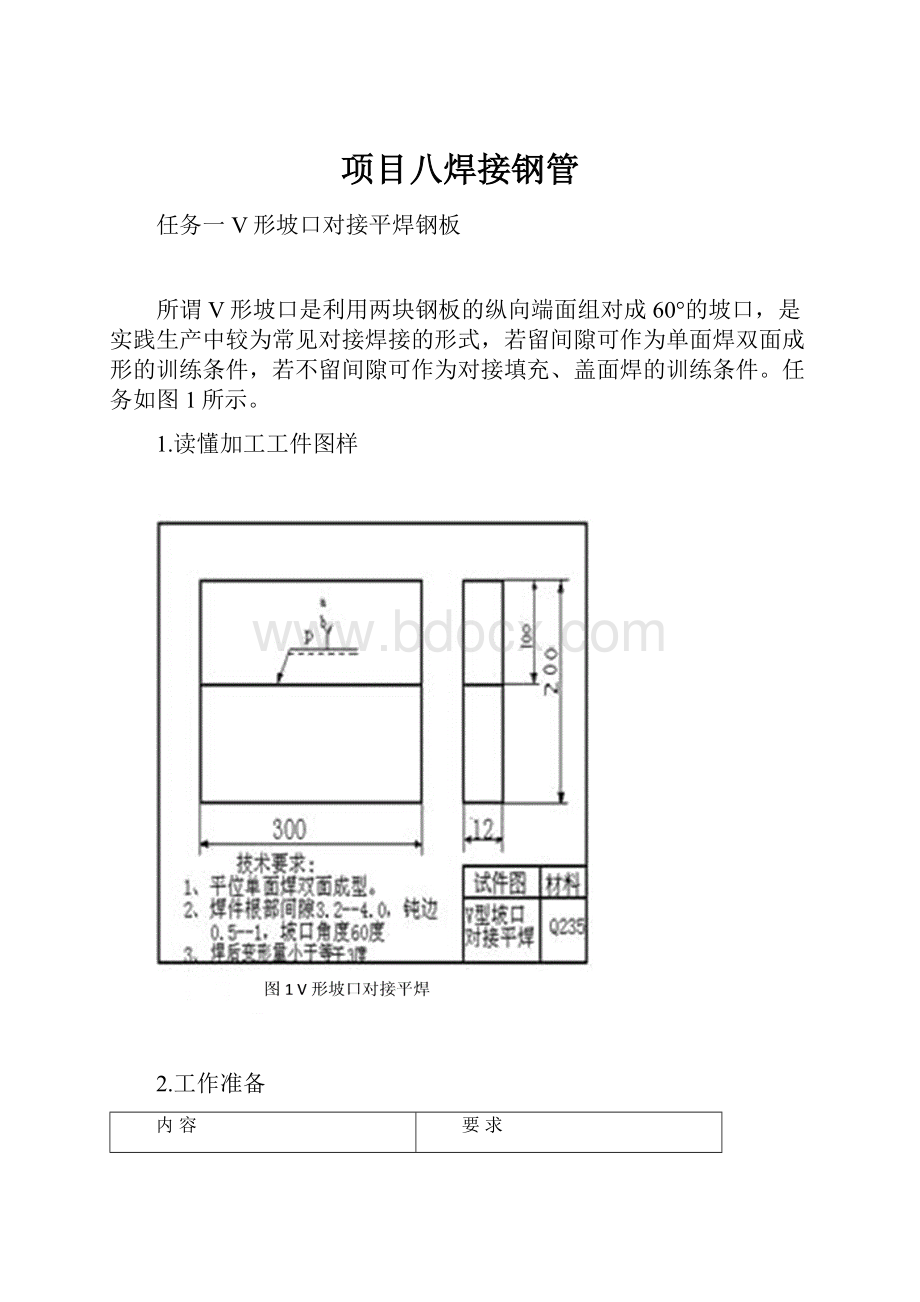
所谓V形坡口是利用两块钢板的纵向端面组对成60°的坡口,是实践生产中较为常见对接焊接的形式,若留间隙可作为单面焊双面成形的训练条件,若不留间隙可作为对接填充、盖面焊的训练条件。
任务如图1所示。
1.读懂加工工件图样
2.工作准备
内容
要求
工件材料
Q235钢板。
工件尺寸
长×宽×厚为300mm×200mm×12mm,每组两块进行装配。
如图6-1所示。
坡口尺寸
60°V形坡口。
焊接材料
E4303(结422)或E5015(结507),焊条烘焙350~400℃,恒温2h,随用随取。
焊机
ZX7-400ST。
其它焊接工具、器材
焊条保温筒、焊缝测量尺、钢直尺(>200mm)、放大镜(5倍)、电焊钳、角向磨光机、面罩、电磨头、锤子、锉刀、扁铲、白光眼镜、钢丝刷、砂布、劳保用品等。
3.工件装配
工作项目
要求
清理工件
清理工件坡口及其两侧各20mm范围内的油污、锈蚀、水分及其他污物,将坡口和靠近坡口边缘15~20mm处用角向磨光机和电磨头打磨干净,直至发出金属光泽。
工件装配
始端为3.2㎜,终端4.0㎜。
放大终端的间隙是考虑到焊接过程中的横向收缩量,以保证熔透坡口根部所需要的间隙。
错边量≤1.2㎜。
4.定位焊
采用与焊接试件相同牌号的焊条,将装配好的试件在距端部20㎜之内进行定位焊,并在试件反面两端点焊,焊缝长度为10~15㎜。
始端可少焊些,终端应多焊一些,以防止在焊接过程中收缩造成未焊段坡口间隙变窄而影响焊接。
预置反变形量为3°,如图2所示。
反变形角度θ的对应高度△为:
△=b·sinθ=100sin3°=5.23㎜
技术要领:
装配时可分别用直径3.2mm和4.0mm的焊条夹在试件两端,用一直尺搁在被置弯的试件两侧,中间的空隙能通过一根带药皮的焊条,如图4所示(钢板宽度b=100mm时,放置3.2mm放置焊条;宽度b=125mm时,放置直径4.0mm焊条)。
这样预置的反变形量待试件焊后其变形角θ均在合格范围内。
1、5.焊接工艺参数
V形坡口对接平焊工艺参数选择见表1。
6.打底焊
打底焊的焊接方式有灭弧法和连弧法两种。
对于常用的酸性焊条一般使用灭弧法。
灭弧法主要是依靠电弧时燃时灭的时间长短来控制熔池的温度、形式及填充金属的薄厚,以获得良好的背面成形和内部质量。
(1)引弧在始焊端的定位焊处引弧,并略抬高电弧稍作预热,焊至定位焊缝尾部时,将焊条向下压一下,听到“噗噗”的一声后立即灭弧。
此时熔池前端应有熔孔,深入两侧母材0.5~1mm,如图6-3所示。
当熔池边缘变成暗红,熔池中间仍处于熔融状态时,立即在熔池的中间引燃电弧,焊条略向下轻微地压一下,形成熔池,打开熔孔后立即灭弧,这样反复击穿直到焊完。
运条间距要均匀准确,使电弧的2/3压住熔池,1/3作用在熔池前方,用来熔化和击穿坡口根部形成熔池。
此时,如果没有形成熔孔就进行灭弧,则焊件就会出现未焊透现象。
(2)收弧收弧前,应在熔池前方做一个熔孔,然后回焊10mm左右,再灭弧;(此时,回焊的目的是对熔孔处的金属进行加热,使其缓慢冷却)以使熔池缓慢冷却,避免接头出现冷缩孔。
(3)接头采用热接法。
接头时换焊条的速度要快,在收弧熔池还没有完全冷却时,立即在熔池后10~15mm处引弧。
当电弧移至收弧熔池边缘时,将焊条向下压,听到击穿声,稍作停顿,再给两滴熔液,以保证接头过渡平整,防止形成冷缩孔,然后转入正常灭弧焊法。
更换焊条时的电弧轨迹如图4所示。
电弧在①的位置重新引弧,沿焊道至接头处②的位置,作长弧预热来回摆动。
摆动几下(③④⑤⑥)之后,在⑦的位置压低电弧。
当出现熔孔并听到“噗噗”声时,迅速灭弧。
这时更换焊条的接头操作结束,转入正常灭弧焊法。
灭弧法要求每一个熔滴都要准确送到欲焊的位置,燃、灭弧节奏控制在45~55次/分钟。
节奏过快,坡口根部熔不透;节奏过慢,熔池温度过高,焊件背后焊缝会超高,甚至出现焊瘤和烧穿现象。
要求每形成一个熔池都要在其前面出现一个熔孔,熔孔的轮廓由熔池边缘和坡口两侧被熔化的缺口构成。
7.填充焊
在进行填充焊以前应对前一层焊缝仔细清查,特别是死角处理要清理干净。
填充焊的运条手法为月牙形或锯齿形,焊条与焊接前进方向的角度为40°~50°。
填充焊时应注意以下几点:
(1)摆动到两侧坡口处要稍作停留,保证两侧有一定的熔深,并使填充焊道略向下凹。
(既形成下凹的熔池金属,而不是外凸的熔池金属);
(2)最后一层的焊缝高度就低于母材约0.5~1.0mm。
要注意不能熔化坡口两侧的棱边,以便于盖面焊时掌握焊缝宽度。
8.盖面焊
采用直径4.0mm焊条时,焊接电流应稍小一点;要使熔池形状和大小保持均匀一致,焊条与焊接方向夹角应保持75°左右;采用月牙形运条方法和8字形运条法;焊条摆动到坡口边缘时应稍作停顿,以免产生咬边。
更换焊条收弧时应对熔池稍填深滴,迅速更换焊条,并在弧坑前10mm左右处引弧,然后将电弧退至弧坑的2/3处,填满弧坑后正常进行焊接。
接头时应注意,若接头位置偏后,则接头部位焊缝过高;若偏前,则焊道脱节。
焊接时应注意保证熔池边沿不得超过表面坡口棱边2mm;否则,焊缝超宽。
盖面层的收缴采用划圈法和回焊法,最后填满弧坑使焊缝平滑。
9.清理工件,整理现场
⑴焊接完毕后,将焊缝两侧的飞溅清理干净。
⑵将工位内的焊机断电,工具复位,场地清理干净。
技术要领:
清理工件时,不能破坏焊缝原始表面。
10.检测生产质量
V形坡口焊接评分标准
项目
序号
考核要求
分值
评分标准
检测结果
得分
焊缝外观质量
1
表面无裂纹
510
有裂纹不得分
2
无烧穿
55
有烧穿不得分
3
无焊瘤
110
每处焊瘤扣0.5分
4
无气孔
110
每个气孔各0.5分,直径>1.5㎜不得分
5
无咬边
110
深度>0.5㎜,累计长15㎜,扣1分
6
无夹渣
110
每处夹渣扣0.5分
7
无未溶合
110
未熔合累计长10㎜,扣1分
8
焊缝起头、接头、收尾无缺陷
110
起头、首尾过高、脱节每处各扣一分
9
焊缝宽度不均匀≤3㎜
55
焊缝宽度变化>3㎜,累计长30㎜,不得分
焊缝外形尺寸
10
焊缝宽度坡口每侧增宽
0.5~2.5㎜;宽度差≤3㎜
55
每超差1㎜,累计长20㎜,扣1分
11
焊缝余高差≤2㎜
15
每超差1㎜,累计长20㎜,扣1分
焊后变形错位
12
角变形≤3㎜
15
超差不得分
13
错位置≤0.1㎜
55
超差不得分
安全
生产
14
违章从得分中扣分
总分
1
总得分
考评员
考试计时自时分起至时分目
考场记事:
考场负责:
监考:
任务二对接立焊钢板
1.读懂加工工件图样
2.工作准备
内容
要求
工件材料
20g或16MnR。
工件尺寸
300mm×200mm×12mm,如图6-6所示。
坡口尺寸
600V形坡口。
焊接材料
E4303(结422)或E4315(结427),采用E4315型焊条烘焙350~400℃,恒温2h,随用随取。
焊机
ZX7-400ST。
其它焊接工具、器材
焊条保温筒、焊缝测量尺、钢直尺(>200mm)、放大镜(5倍)、电焊钳、角向磨光机、面罩、电磨头、锤子、锉刀、扁铲、白光眼镜、钢丝刷、砂布、劳保用品等。
3.工件装配
工作项目
要求
钝边0.5~1
无毛刺。
清理工件
清理工件板材坡口正反面两侧20mm范围内的油污、锈蚀、水分及其他污物,将坡口和靠近坡口15~20mm处用角向磨光机和电磨头打磨干净,直至发出金属光泽。
工件装配
装配始端间隙为3.2mm,终端为4.0mm,错边量1.2mm。
预置反变形量为30~40。
4.定位焊
定位焊采用与焊接试件相同的焊条,在试件反面距两端20mm之内进行,焊缝长度为10~50mm,并将试件固定在焊接支架上。
5.V形坡口对接立焊焊接工艺参数(见表2)
表2V形坡口对接立焊接工艺参数
焊接层次
焊条直径(mm)
焊接电流(A)
焊接电弧(V)
打底层
(1)
3.2
90~110
22~24
填充层(2、3)
4.0
100~120
22~26
盖面层(4)
4.0
100~110
22~24
6.打底焊
打底层焊接,可采用挑弧法或灭弧法,现介绍挑弧法。
(1)在定位焊缝上引弧,当焊至定位焊缝尾部时,应稍加预热,将焊条向根部顶一,听到“噗噗”击穿声(表明坡口根部已被熔透,第一个熔池已形成),此时熔池前方应有熔孔,该熔孔向坡口两侧各深入0.5~1mm。
(2)采用月牙形或锯齿形横向运条方法,短弧操作(弧长小于焊条直径)。
(3)焊条的下倾角为700~750。
并坡口两侧稍作停留,以利于填充金属与母材熔合良好,其交界处不易形成夹角并便于清渣。
(4)操作要领归纳为“一看”、“二听”、“三准”
看:
观察熔池形状和熔孔大小,并基本保持一致。
当熔孔过大时,应减小焊条与试板的下倾角,让电弧多压向熔池,少在坡口上停留。
当熔孔过小时,应压低电弧,增大焊条与试板的下倾角度。
听:
注意听电弧击穿坡口根部发出的“噗噗”声,如没有这种声音则表示没焊透。
一般保持焊条端部离坡口根部1.5~2mm为宜。
准:
施焊时熔孔的端点位置要把握准确,焊条的中心要对准熔池前与母材的交界处,使后一个熔池与前一个熔池搭接2/3左右,保持电弧的1/3部分在试件背面燃烧,以加热和击穿坡口根部。
(5)打底焊道需要更换焊条而停弧时,先在熔池上方做一个熔孔,然后回焊10~50mm再熄弧,并使其形成斜坡形。
(6)接头可分热接和冷接两种方法。
热接法:
当弧坑还处在红热状态时,在弧坑下方10~15mm处的斜坡上引弧,并焊至收弧处,使弧坑根部温度逐步升高,然后将焊条沿预先做好的溶孔向坡口根部顶一下,使焊条与试件的下倾角增大到900左右,听到“噗噗”声后,稍作停顿,恢复正常焊接。
停顿时间一定要适当若过长,易使背面产生焊瘤;若过短,则不易接上头。
另外焊条更换的动作越快越好,落点要准。
冷接法:
当弧坑已经冷却,用砂轮或扁铲在已焊的焊道收弧处打磨一个10~15mm的斜坡,在斜坡上引弧并预热,使弧坑的根部温度逐步升高,当至斜坡最低处时,将焊条沿预先做好的熔孔向坡口根部顶端,听到“噗噗”声后,稍作停顿,并提起焊条进行正常焊接。
7.填充层焊
(1)对打底焊缝仔细清渣,应特别注意死角处的焊渣清理。
(2)在距离焊缝始端10mm左右处引弧后,将电弧拉回到始端施焊。
每次都应按此法操作,以防止产生缺陷。
(3)采用横向锯齿形或月牙形运条法摆动。
焊条摆动到
两侧坡口处要稍作停顿,以利于熔合及排渣,并防止焊缝两边
产生死角。
(4)焊条与试件的下倾角为700~800。
(5)最后一层填充层的厚度,应比母材表面低1.0mm
左右,且应呈凹形,不得熔化坡口棱边,以利于盖层保持平直。
8.盖面焊
(1)引弧同填充焊。
采用月牙形或锯齿形运条,焊条与试
件的下倾角为700~750。
(2)焊条摆动到坡口边缘a、b两点时,要压低电弧并稍
作停留,这样有利于熔滴过渡和防止咬边。
摆动到焊道中间
的过程要快些,防止熔池外形凸起产生焊瘤。
(3)焊条摆支频率应比平焊稍快些,前进速度要一致,
使每个新熔池覆盖前一个熔池的2/3~3/4均匀,以获得薄而细
腻的焊缝波纹。
(4)更换焊条前收弧时,应对熔池填些熔滴,迅速更换
焊条后,再在弧坑上方10mm左右的填充层焊缝金属上引弧,并拉至原弧坑处填满弧坑后,继续施焊。
9.清理工件,整理现场
⑴焊接完毕后,将焊缝两侧的飞溅清理干净。
⑵将工位内的焊机断电,工具复位,场地清理干净。
技术要领:
清理工件时,不能破坏焊缝原始表面。
10.检测产品质量
V形坡口焊接评分标准
项目
序号
考核要求
分值
评分标准
检测结果
得分
焊缝外观质量
1
表面无裂纹
510
有裂纹不得分
2
无烧穿
55
有烧穿不得分
3
无焊瘤
110
每处焊瘤扣0.5分
4
无气孔
110
每个气孔各0.5分,直径>1.5㎜不得分
5
无咬边
110
深度>0.5㎜,累计长15㎜,扣1分
6
无夹渣
110
每处夹渣扣0.5分
7
无未溶合
110
未熔合累计长10㎜,扣1分
8
焊缝起头、接头、收尾无缺陷
110
起头、首尾过高、脱节每处各扣一分
9
焊缝宽度不均匀≤3㎜
55
焊缝宽度变化>3㎜,累计长30㎜,不得分
焊缝外形尺寸
10
焊缝宽度坡口每侧增宽
0.5~2.5㎜;宽度差≤3㎜
55
每超差1㎜,累计长20㎜,扣1分
11
焊缝余高差≤2㎜
15
每超差1㎜,累计长20㎜,扣1分
焊后变形错位
12
角变形≤3㎜
15
超差不得分
13
错位置≤0.1㎜
55
超差不得分
安全
生产
14
违章从得分中扣分
总分
1
总得分
考评员
考试计时自时分起至时分目
考场记事:
考场负责:
监考:
任务四氧—乙炔气割
一、实训题目中厚板气割练习
二、实训目的:
掌握氧气割接设备的使用性能,正确选择焊接工艺参数。
三、实训准备
1.试件材料:
尺寸:
150×100×10mm低碳钢。
2.焊接设备及工具、氧气瓶、减压器、乙炔瓶、割炬、橡胶胶管、回火防止器。
四、实训内容和步骤
1.试件装配:
将试件夹持在工位上。
2.火焰的点燃、调节、和熄灭方法的说明。
3.气割结束后,关闭气瓶,清理断面表面,认真检查表面质量。
4.气割的操作要点(见附图)。
五、实训操作方法:
1.气割过程
气割时火焰焰心离开割件表面的距离为3~5mm,割嘴与割件的距离,在整个气割过程中保持均匀。
手工气割时,可将割嘴沿气割方向后倾20°~30°,以提高气割速度。
气割质量与气割速度有很大关系。
气割速度是否正常,可以从熔渣的流动方向来判断,熔渣的流动方向基本上与割件表面垂直。
当切割速度过快时,熔渣将成一定角度流出,既产生较大后拖量。
当气箐J较长的直线或曲线割缝时,一般切割300~500mm后需移动操作位置。
此时应先关闭切割氧调节阀,将割炬火焰离开割件后再移动身体位置。
继续气割时,割嘴一定要对准割缝的切割处,并预热到燃点,再缓慢开启切割氧。
切割薄板时,可先开启切割氧,然后将割炬的火焰对准切割处继续气割。
2.回火处理
在气割时,若发现鸣爆及回火时,应迅速关闭乙炔调节阀和切割氧调节阀,以防氧气倒流人乙炔管内并使回火熄灭。
任务四氧—乙炔气焊
一、实训题目氧气的平敷焊焊练习
二、实训目的:
掌握氧气焊接设备的使用性能,正确选择焊接工艺参数。
三、实训准备
1.试件材料:
尺寸:
150×100×10mm低碳钢。
2.焊丝的选择:
焊丝牌号H08A、直径2mm、和试材性能一样的焊丝。
3.角向磨光机打磨待焊两侧10---20mm范围内清理污物,使焊件露出光泽。
4.焊接设备及工具、氧气瓶、减压器、乙炔瓶、焊炬(H01--6)、橡胶胶管。
四、实训内容和步骤
1.试件装配。
2.焊前清理待焊试件表面。
3.氧气火焰的点燃、调节、和熄灭方法的说明。
4.焊接结束后,关闭气瓶,用钢丝刷清理焊缝表面,检查焊缝表面质量。
5.气焊的操作要点(见附图)。
五、实训操作方法:
1.试件装配。
2.选好实训材料后清理待焊部位的污物,使焊件露出光泽。
3.采用左焊法
左焊法焊丝和焊炬都是从焊缝的右端向左端移动,焊丝在焊炬的前方,火焰指向焊件金属的待焊部分,这种操作方法叫左焊法。
左焊法操作简单方便,易于掌握,适用于焊接较薄和熔点较低的工件。
左焊法是应用最普遍的气焊方法。
4.焊炬和焊丝的摆动在焊接过程中,为了获得优质而美观的焊缝,焊炬与焊丝应做均匀协调的摆动。
通过摆动,既能使焊缝金属熔透、熔匀、又避免了焊缝金属的过热和过烧。
在焊接某些有色金属时,还要不断地用焊丝搅动熔池,以促使熔池中各种氧化物及有害气体的排出。
5.焊缝的起焊、接头和收尾一般情况下,起焊时,由于焊件温度低,焊嘴倾角应大些,对起焊处的一定范围进行预热,同时火焰应作往复运动,使起焊处加热均匀,然后集中到一点加热,当起焊处形成白亮的熔池时,才开始填加焊丝,使焊接过程转人正常化。
在焊接过程中,当中途停顿后再继续施焊时,应用火焰把原熔池重新加热至熔化,形成新的熔池后再加焊丝重新开始焊接。
接头时与前焊道要重叠5~10mm,重叠焊道要少加或不加焊丝,以保证焊缝高度合适及圆滑过渡。
当焊接至焊缝的终点时,由于端部散热条件差,焊体本身温度较高,应减小焊炬与焊件的倾角,同时要加快焊接速度并多加一些焊丝,以防止焊件件烧穿。
待终点熔池填满后,火焰才可慢慢离开熔池。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 项目 焊接 钢管
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
保洁服务投标书商务标.docx
-
汽轮机运行复习.docx
-
签约作家合同书.docx
-
强烈推荐嘉亿东方明珠裙房水电施工组织设计.docx
-
北京协和医院检验收费.docx
-
标准版离婚协议书15篇.docx
-
桥梁工安全操作细则.docx
-
亲子阅读心得体会20字.docx
-
补全对话中考英语大全.docx
-
部编版《桂花雨》优秀教学设计.docx
-
青玉案元夕.docx
-
部编版九年级下册道德与法治知识点.docx
-
部编版语文六年级上册第七单元达标检测卷含答案.docx
-
秋季学期学校工作计划通用版.docx
-
材料力学压杆稳定参考答案.docx
-
采购管理方案汇总.docx
-
全工具钳工中级模拟测试题库全考点.docx
-
全国林业有害生物防治知识竞赛参考题.docx
-
毕业论文日期填写模板.docx
