 模具材料的选用.docx
模具材料的选用.docx
- 文档编号:10186845
- 上传时间:2023-02-09
- 格式:DOCX
- 页数:16
- 大小:22.68KB
模具材料的选用.docx
《模具材料的选用.docx》由会员分享,可在线阅读,更多相关《模具材料的选用.docx(16页珍藏版)》请在冰豆网上搜索。
模具材料的选用
模具材料的选用
一、常用冷作模具材料的性能比较
二、冷作模具材料的选择
三、采用新旧材料制造模具时的模具寿命对比
一、常用冷作模具材料的性能比较
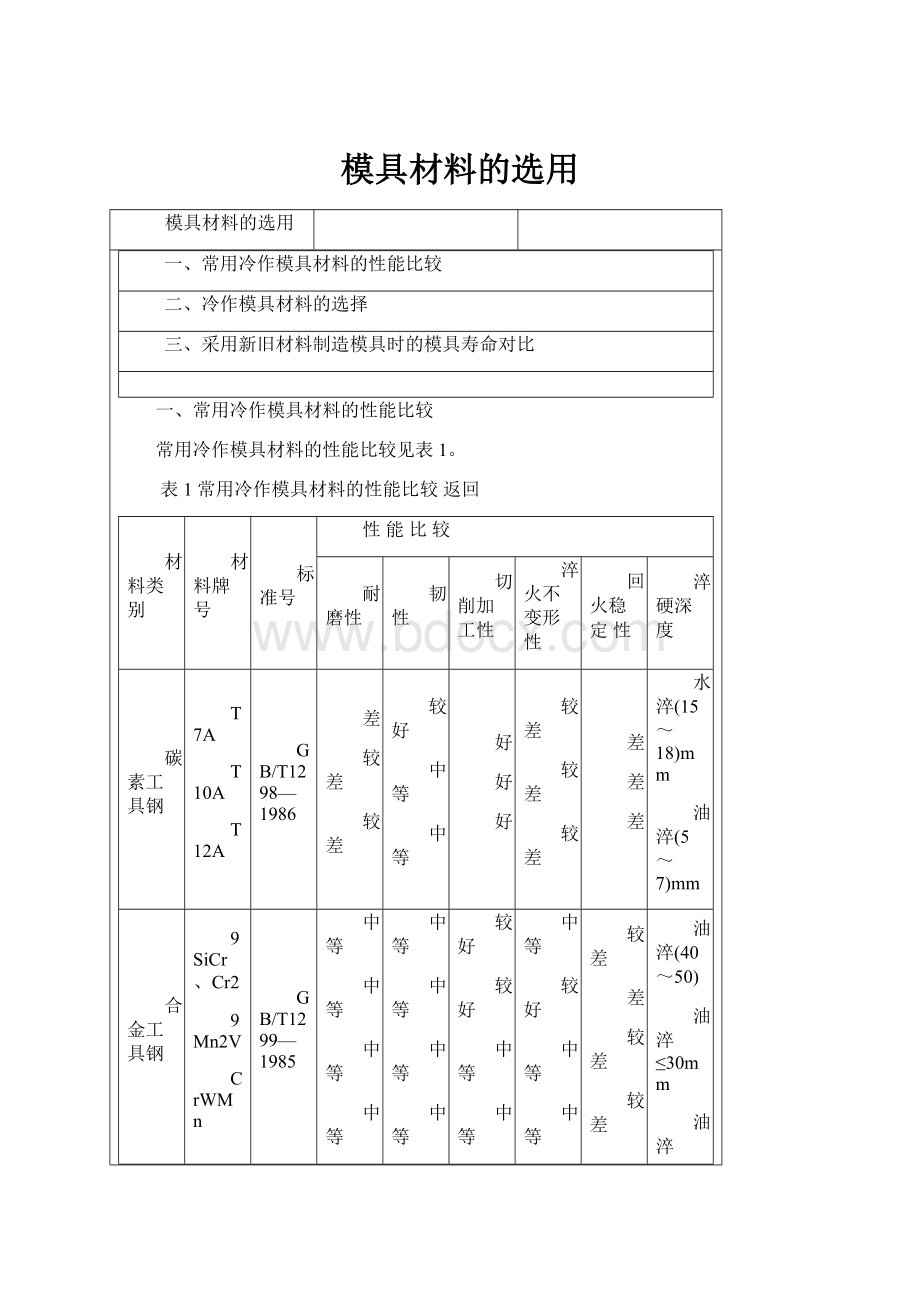
常用冷作模具材料的性能比较见表1。
表1常用冷作模具材料的性能比较返回
材料类别
材料牌号
标准号
性能比较
耐磨性
韧性
切削加工性
淬火不变形性
回火稳定性
淬硬深度
碳素工具钢
T7A
T10A
T12A
GB/T1298—1986
差
较差
较差
较好
中等
中等
好
好
好
较差
较差
较差
差
差
差
水淬(15~18)mm
油淬(5~7)mm
合金工具钢
9SiCr、Cr2
9Mn2V
CrWMn
9CrWMn
Cr12
Cr12MoV
Cr4W2MoV
6W6Mo5Cr4V
GB/T1299—1985
中等
中等
中等
中等
好
好
较好
较好
中等
中等
中等
中等
差
差
较差
较差
较好
较好
中等
中等
较差
较差
中等
中等
中等
较好
中等
中等
好
好
中等
中等
较差
差
较差
较差
较好
较好
中等
中等
油淬(40~50)
油淬≤30mm
油淬≤60mm
油淬(40~50)mm
油淬≤200mm
油淬(200~300)mm
φ(150×150)可内外淬硬达60HRC空淬(40~50)mm
较深
SiMnMo
YB/Z10—1976
较好
中等
较好
较好
较差
较浅
轴承钢
GCr15
YB/T9—1988
中等
中等
较好
中等
较差
油淬(30~35)mm
高速工具钢
W18Cr4V
W6Mo5Cr4V2
YB/T12—1977
较好
较好
较差
中等
较差
较差
中等
中等
好
好
深
深
基体钢
CG—2
65Nb
—
—
较好
较好
较好
较好
中等
中等
中等
较好
好
中等
深
空淬≤50mm
油淬≤80mm
普通硬质合金
YG3X
YG6
YG8、YG8C
YG15
YG20C、YG25
YB/T849—1975
最好
差
差
差
差 强
差
差
不经热处理,无变形
最好,可达
(800~900)
不经热处理,内外硬度均匀一致
钢结硬质合金
YE65(GT35)
YE50(GW50)
—
好
较差,但优于普通硬质合金
可机械加工
可热处理。
几乎不变形
好
深
1.或称热稳定性
二、冷作模具材料的选择
1. 冲模工作零件常用材料及硬度要求表2
表2 冲模工作零件常用材料及硬度要求 返回
类别
模具名称
使用条件
推荐使用钢号
代用钢号
工作硬度HRC
冲 剪
直剪刃
(长剪刃)
薄板(<3mm)
中板(3~10)mm
厚板(>10mm)
硅钢片及不锈、耐热钢薄板
7CrSiMnMoV
9SiCr
5CrW2Si
Cr12MoV
T8A、9CrWMn
T10A、5CrWMn
5SiMnMoV
—
57~60
56~58
52~56
57~59
圆剪刃
(圆盘剪)
薄板
中板
硅钢片
9SiCr
5CrW2Si
Cr12MoV
Cr12MoV
—
—
57~60
52~56
57~60
成形剪刃
圆钢(一般)
(小型高寿命)
型钢
废钢
T8A
6W6Mo5Cr4V
5CrW2Si
5CrMnMo
8Cr3、Cr12MoV
—
5CrNiMo
5CrMnMoV
54~58
58~60
52~56
48~53
穿孔冲头
薄板、中板
厚板
奥氏体钢薄板
高强度钢板
偏心载荷
T10A、T8A
5CrW2Si
Cr12MoV
65Nb
55SiMnV
T8A、60Si2Mn
6CrW2Si
W18Cr4V
6W6Mo5Cr4V
5CrMnMoV
54~58
52~56
58~60
58~60
57~60
冲裁模
精冲模
Cr12MoV
Cr4W2MoV
Cr12、Cr5Mo1V
W6Mo5Cr4V
61~63(凹模)
60~62(凹模)
轻载冲裁模
(t<2mm)
<0.3mm软料箔带
硬料箔带
小批量、简单形状
中批量、复杂形状
高精度要求
大批量生产
高硅钢片(小型)
(中型)
各种易损小冲头
T10A
7CrSiMnMoV
T10A
MnCrWV
Cr2
MnCrWV
Cr12MoV
Cr5Mo1V
Cr12
Cr12MoV
W6Mo5Cr4V
T8A
CrWMn
Cr2
9Mn2V
CrWMn
9CrWMn
Cr4W2MoV
Cr12MoV
W18Cr4V
56~60(凸模)
37~40(凹模)
62~64(凹模)
48~52(凸模)
58~62
(易脆折件
56~58)
59~61
重载冲裁模
中厚钢板及高强度薄板
易损小尺寸凸模
Cr12MoV
Cr4W4MoV
W6Mo5Cr4V
Cr5Mo1V
W18Cr4V、V3N
54~56(复杂)
56~58(简单)
58~61
成形模
轻载拉深模
简单圆筒浅拉深
成形浅拉深
大批量用落料或拉延复合模
(普通材料薄板)
T10A
MnCrWV
Cr12MoV
Cr2
9Mn2V
CrWMn
Cr5Mo1V
60~62
60~62
58~60
重载拉深模
大批量小型拉深模
大批量大、中型拉深模
耐热钢、不锈钢拉深模
SiMnMo
Ni-Cr合金铸铁
Cr12MoV
65Nb(小型)
Cr12
球墨铸铁
GT-15
60~62
45~50
65~67(渗氮)
64~66
弯曲、翻边模
轻型、简单
简单易裂
轻型复杂
大量生产用
高强度钢板及奥氏体钢板
T10A
T7A
CrWMn
Cr12MoV
Cr12MoV
9CrWMn
57~60
54~56
57~60
57~60
65~67(渗氮)
大中型弯板机通用模具
互换性要求严格、形状复杂
5CrMnMo
5CrNiMo
42~48
冷精压
平面精压模
有色金属
钢件
T10A
Cr12MoV
Cr2
59~61
59~61
刻印精压模
有色金属
钢件
不锈钢等高强度材料
9Mn2V
Cr5Mo1V
6W6Mo5Cr4V
65Nb
9Cr2
Cr12WMoV
5CrW2Si
58~60
立体精压模
浅型腔
复杂型腔
Cr2
Cr5Mo1V
5CrNiMo
9Cr2
GCr15,9Cr2
5CrW2Si
5CrMnMo
60~62
56~58
54~56
57~60
冷挤压
轻载冷挤压
铝合金(单位压力<1500Mpa)
Cr2(小型)
65Nb(中型)
MnCrWVYG8
Cr12MoVYG15
60~62
56~58
重载冷挤压
钢件(单位压力1500~2000
MPa)
钢件(单位压力2000~2500
MPa)
6W6Mo5Cr4V
(凸模)
Cr12MoV
(凹模)
W6Mo5Cr4V2
(凸模)
W6Mo5Cr4V2
65Nb、CrWMn
W18Cr4V
60~62
58~60
61~63
模具型腔冷挤压凸模
一般中、小型
大型复杂件
复杂精密件
成批压制用
高单位压力(>2500MPa)
9SiCr
5CrW2Si
Cr12MoV
65Nb
W6Mo5Cr4V2
Cr2、T10A
Cr5Mo1V
6W6Mo5Cr4V
W18Cr4V
Cr12
59~61
59~61(渗氮)
59~61
59~61
61~63
冷镦模
切料刀片
整体式
小规格
大、中规格
T10A、GCr15
9SiCr
W18Cr4V
Cr12MoV
58~60
56~58
切料模
整体式
小规格
大、中规格
9SiCr
T10A、GCr15
W18Cr4V
Cr12MoV
58~60
56~58
光冲
整体式
中、小规格
大规格
T10A
W18Cr4V
9Cr2
59~61
57~59
压球模
整体式
小规格
大、中规格
YG20
GCr15Cr12MoV
YG20C
65Nb
—
57~59
切边模
整体式
大、中规格
中、小规格
Cr12MoV
9SiCr
65Nb
W6Mo5Cr4V2
凹模
整体式
>M6 9SiCr、Cr12MoV T10A — MnSi、9Cr2 59~61 56~59 组合式 模芯>M10 Cr12MoV W6Mo5Cr4V2 65Nb、YG20C 52~59 57~61 冷镦模 模芯 YG20 GT35、TLMW50 模套 T10A、GCr15 60Si2Mn 5CrNiMo 48~52(内) 44~48(外) 成形冲头 凹穴冲头,中、小规格 60Si2Mn 5CrMnMo 65Nb、CG2 57~59 57~59 外六角冲头,大、中规格 Cr12MoV Cr6WV 6W6Mo5Cr4V 57~59 52~56 内六角冲头 中、小规格 大规格 60Si2Mn W6Mo5Cr4V2 W18Cr4V 65Nb、CG2 6W6Mo5Cr4V 52~57 59~61 十字冲头 小规格 大、中规格 W18Cr4V W6Mo5Cr4V2 60Si2Mn 65Nb、CG2 6W6Mo5Cr4V 59~61 55~57 冲孔冲头 强烈磨损和断裂 W18Cr4V W6Mo5Cr4V2 59~61 冷滚压模 搓丝板 ≤M20 9SiCr Cr12MoV 58~61 滚丝模及滚齿纹模 一般 螺距>3mm 梯形螺纹、齿纹 Cr12MoV Cr5Mo1V 9SiCr 58~61 56~58 54~56 成形滚压模 型材校直辊,无缝金属管轧辊等 9Cr2 Cr2 61~63 拉拔模 钢管、圆钢冷拔模 强烈磨损、咬合及张应力作用特殊形状规格 T10A、Cr2、45 Cr12MoV 石墨钢 Cr12 (碳氮共渗淬火) 61~63(渗硼淬火) 40~45(心部) 61~63(表面) 2. 冲模结构零件用材料及硬度要求表3 表3 冲模结构零件用料及热处理要求 返回 零件名称及其使用情况 选用材料 热处理硬度HRC 上模座 下模座 一般负荷 负荷较大 负荷特大,受高速冲击 用于滚动导柱模架 用于大型模具 HT200、HT250 HT250、Q235 45 QT400-18,ZG310-570 HT250,ZG310-570 — — (调质)28~32 — — 模柄 压入式、旋入式和凸缘式 通用互换性模柄 带球面的活动模柄、垫块等 Q235、Q275 45、T8A 45 — 43~48 43~48 导柱 导套 大量生产 单件生产 用于滚动配合 20 T10A、9Mn2V Cr12、GCr15 (渗碳淬硬)56~60 56~60 62~64 固定板、卸料板、定位板 Q235(45) (43~48) 垫板 一般用途 单位压力特大 45 T8A、9Mn2V 43~48 52~55 推板 顶板 一般用途 重要用途 Q235 45 — 43~48 顶杆 推杆 一般用途 重要用途 45 Cr6WV、CrWMn 43~48 56~60 导料板 Q235(45) (43~48) 导板模用导板 HT200、45 侧刃、挡块 45(T8A、9Mn2V) 43~48(56~60) 定位钉、定位块、挡料销 45 43~48 废料切刀 T10A、9Mn2V 58~60 导正销 一般用途 高耐磨 T10A、9Mn2V、Cr12 Cr12MoV 56~60 60~62 斜楔、滑块 Cr6WV、CrWMn 58~62 圆柱销、销钉 (45)T7A (43~48)50~55 模套、模框 Q235(45) (调质28~32) 卸料螺钉 45 (头部淬硬)35~40 圆钢丝弹簧 65Mn 40~48 蝶形弹簧 65Mn、50CrVA 43~48 限位块(圈) 45 43~48 承料板 Q235 — 钢球保持圈 ZQSn10-1、2A04 — 压边圈 一般拉深 小型 T10A、9Mn2V、CrWMn 54~58 大、中型 低合金铸铁 CrWMn、 9CrWMn 双动拉深 钼钒铸铁 中层预应力圈 5CrNiMo、40Cr、35CrMoA 45~47 外层预应力圈 5CrNiMo、40Cr、35CrMoA、35CrMnSiA、45 40~42 三、采用新旧材料制造模具时的模具寿命对比 返回 采用新材料制造模具,其寿命比用老钢号有显著的提高,表4列出模具寿命对比。 表4 用新旧材料制造模具时模具寿命对比表 序号 模具材料 模具 加工产品材料 硬度HRC 平均寿命/件 寿命提高/倍 1 Cr12MoV 冲裁 凸模 冷轧硅钢片 δ=0.35mm 62~64 2~5万 5~10 V3N 67~69 25万 2 Cr12MoV 冲裁 凸凹模 55SiMnVB钢 δ=9~11mm 58~60 400~600 5~8 65Nb 57~59 3477 3 Cr12MoV 冲裁 凸凹模 55SiMnVB钢 δ=9~11mm330~350HB 58~60 400~600 6~9 012Al 58~60 3785 4 Cr12MoV 冲裁 凸凹模 55SiMnVB钢 δ=9~11mm335~350HB 58~60 400~600 4~7 CG2 58~60 2952 5 Cr12MoV 冲裁 凸凹模 55SiMnVB钢 δ=9~11mm330~350HB 58~60 400~600 7~10 LD-1 60~62 4458 6 Cr12 冲裁 凸模 锡青铜带δ=0.3~0.4mm 180~200HV 60~62 10~15万 4~5 GD 60~62 40~50万 7 冲裁 凸凹模 锡青铜带δ=0.2~0.3mm 160~180HV 58~60 10~15万 3~4 58~60 30~40万 8 剪切模 (镶件) 圆钢和方钢 φ10~φ130 44~48 10000 1.5~6 48~52 6000 9 冲裁 凸凹模 锡青铜带δ=0.3~0.4mm 180~200HV 62~64 15~20万 2~3 64~66 40~50万 10 冷镦模 螺 母 20钢 58~61 7~9万 2~4 64~67 40~60万 注: 横线“—”以下为新材料,以上为旧材料。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具 材料 选用
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
高速公路大修施工组织设计Word格式.docx
-
石灰套筒窑本体施工组织设计Word文件下载.docx
-
浙江省普通高校招生选考科目考试生物仿真模拟试题 C解析版Word格式.docx
-
实用大学英语第一册听力原文和课后习题与答案Word格式文档下载.docx
-
食品安全工作会议讲话稿Word格式文档下载.docx
-
散文的优美段落摘抄大全Word文件下载.docx
-
完整word版审计英语期末考试复习题已翻译文档格式.docx
-
主持词范文笛子节目主题活动主持词范文Word格式.docx
-
汕头市现代服务业发展规划精Word格式.docx
-
人体工程学Word文件下载.docx
-
自考计算机网络原理试题真题Word格式文档下载.docx
-
上海某电厂全面预算资料Word格式文档下载.docx
-
南方新中考中考人教版语文复习配套素材第四部分 古诗文速记手册文档格式.docx
-
上网行为管理方案Word文件下载.docx
-
社会实践报告1000字范文3篇Word文档格式.docx
-
涉密计算机信息系统保密设施实施规范Word文件下载.docx
-
年屠宰300万蛋鸡深加工项目申请建设可研报告Word文档下载推荐.docx
-
宁波市会计基础与电算化试题文档格式.docx
-
水利工程检测员继续教育考试量测试题一73分Word格式文档下载.docx
